Niezawodne zgrzewanie profili taśmowych i taśm jest absolutnie niezbędne do zapewnienia niezawodnego użytkowania w aplikacji.
BEHAbelt Dlatego też oferujemy szeroką gamę specjalnie opracowanych narzędzi spawalniczych. Na tej stronie przedstawiamy informacje na temat różnych technik łączenia, pokazujemy filmy instruktażowe, odpowiadamy na najczęściej zadawane pytania i udzielamy wskazówek dotyczących produktów.
Oczywiście nasz zespół techniczny chętnie udzieli pomocy pod numerem +49 7684 9070.
Rodzaje spawania profili taśmowych
Niezależnie od tego, czy stosowane są taśmy niewzmocnione, czy taśmy wzmocnione elementami napinającymi, rozróżnia się następujące rodzaje spawania: doczołowe i zakładkowe.
W przypadku profili z warstwami nośnymi można wykonać dwa rodzaje połączeń. Zgrzewanie doczołowe w celu zmniejszenia wydłużenia przy zachowaniu tej samej siły rozciągającej taśmy. Zgrzewanie zakładkowe w celu zmniejszenia wydłużenia i zwiększenia siły rozciągającej taśmy.
Zgrzewanie doczołowe
bez warstwa nośna
(standard)
Zgrzewanie doczołowe
z warstwa nośną
Zgrzewanie doczołowe w celu zmniejszenia wydłużenia przy zachowaniu tej samej siły rozciągającej taśmę
Spawanie na zakładkę
z warstwa nośną
Zgrzewanie na zakładkę w celu zmniejszenia wydłużenia i zwiększenia siły rozciągającej taśmy
Zgrzewanie doczołowe
Pas bez warstwy nośnej (tutaj: pomarańczowy profil specjalny „Corn Belt”)
Zgrzewanie na zakładkę
Pas z elementem napinającym (tutaj: szafirowo-niebieski pas klinowy z poliestrowym elementem napinającym)
Rodzaje spawania dla taśm
Elastyczne monolityczne taśmy przenośnikowe PU firmy BEHAbelt oferują nowe możliwości łączenia końców dzięki pełnej konstrukcji taśmy PU. Ze względu na konstrukcję taśmy bez warstw nośnych, łączenie za pomocą zgrzewania palcowego nie jest już konieczne, ponieważ taśma monolityczna jest jednorodna sama w sobie - nawet w szwie spawalniczym.
Zapewnienie jak największej jednorodności połączenia jest kryterium jakościowym zarówno pod względem funkcjonalnym, jak i pod względem elastycznego rozszerzania się taśmy monolitycznej.
Zasadniczo ten potencjalnie „niejednorodny” obszar powinien być tak wąski, jak to możliwe, ponieważ niejednorodność taśmy można bardzo szybko rozpoznać wizualnie w stanie naprężonym ze względu na stosunkowo wysokie naprężenie wstępne stosowane w przypadku taśm monolitycznych wynoszące 0,5...4%.
Poniżej znajduje się lista reprezentatywnych narzędzi spawalniczych dla poszczególnych kategorii zgrzewarek tarciowych, lusterek grzejnych, pras na gorąco, szczypiec prowadzących, nożyc i przydatnych akcesoriów. Oczywiście można również uzyskać odpowiednie części zamienne, takie jak lusterka, adaptery lub akumulatory.
W poniższych filmach pokazujemy szczegółowo, jak przebiega profesjonalne spawanie, np. za pomocą taśm okrągłych lub pasków.
Często zadawane pytania dotyczące technologii zgrzewania PU i TPE
Poniżej odpowiadamy na ważne tematy techniczne dotyczące spawania profili taśmowych i taśm.behabelt Jeśli brakuje jakiegoś tematu lub masz pytania dotyczące konkretnego obszaru, zespół techniczny z przyjemnością skontaktuje się z Tobą (+49 7686 9070 lub info@ .com).
Ogólne tematy dotyczące technologii spawania
Jakie są prawidłowe temperatury spawania PU (poliuretanu) i TPE (poliestru)?
Zalecamy następujące temperatury, aby zapewnić niezawodne połączenie zgrzewane na taśmie: Dla PU (poliuretan) 285°C (ok. 275...295°C) lub 545°F (ok. 527...563°F) i dla TPE (poliester) 235°C (ok. 225...250°C) lub 455°F (ok. 437...482°F).
Ogólnie zaleca się, aby zgrzewana taśma miała co najmniej temperaturę pokojową.
Zbyt wysokie temperatury spowodują „spalenie” materiału spawalniczego, a zbyt niskie temperatury nie zapewnią wystarczającej topliwości.
Czy szew spawalniczy jest równie mocny jak reszta paska?
Jeśli zgrzewanie jest wykonywane prawidłowo (np. temperatura, docisk, czas przytrzymania, czas chłodzenia), szew jest prawie tak mocny jak reszta taśmy. Prawdopodobieństwo pęknięcia taśmy w innym punkcie jest często większe, jeśli obciążenie jest zbyt duże.
Czy szew pod kątem jest lepszy niż szew krzyżowy 90°?
Nie, nie ma to znaczenia w przypadku niewzmocnionych profili taśmowych. Ponadto bardzo trudno byłoby utworzyć szew pod kątem na profilach.
Jak zgrzać taśmę w małej przestrzeni montażowej?
Szczególnie nadaje się do tego akumulatorowa zgrzewarka tarciowa. Ta bezprzewodowa maszyna nie wymaga czasu nagrzewania, a Szczypce prowadzące są już zintegrowane. Ułatwia to obsługę w ograniczonych przestrzeniach, a zgrzewanie jest zakończone w ciągu kilku sekund.
Alternatywnie, możliwe jest również zgrzewanie ręczne przy użyciu Szczypiec prowadzących i Płytki grzejnej.
Czy istnieją alternatywne opcje połączeń inne niż spawanie profili taśmowych?
Tak, połączenia mechaniczne. Są one jednak zazwyczaj przeznaczone raczej jako opcja szybkiego mostkowania w przypadku pęknięcia pasa. BEHAbelt oferuje tzw. pasy okrągłe skręcane lub hakowe. Są one skręcone i połączone metalowym hakiem.
Inną alternatywą są pasy okrągłe drążone. W tym przypadku wnętrze pasa okrągłego jest puste. Wewnątrz umieszczona jest złączka, która utrzymuje oba końce pasa razem.
Interesujące fakty dotyczące zgrzewów doczołowych z profilami taśmowymi
Które profile taśm są spawane doczołowo?
Ogólnie rzecz biorąc, spawanie doczołowe jest wystarczające w przypadku profili pasów bez warstwa nośnych. Nie ma znaczenia, czy jest to okrągły profil pasa, czy na przykład pas klinowy.
Profile pasów z elementami napinającymi mogą być również zgrzewane doczołowo, ale należy pamiętać, że sam element napinający (aramidowy, poliestrowy lub stalowy) nie może być zgrzewany. Jedynie opatentowany element napinający z warstwa nośną z włókna szklanego BEHAbelt jest spawalny.
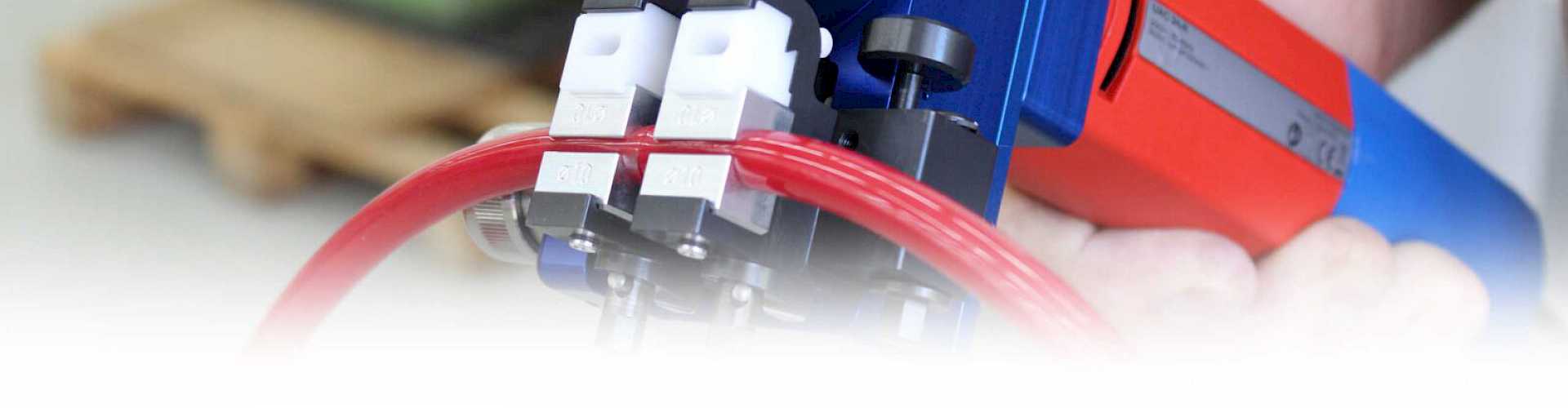
Jak wykonać zgrzewanie doczołowe za pomocą zgrzewarki tarciowej na wzmocnionych i niewzmocnionych profilach taśmowych?
Zasadniczo proces zgrzewania można z grubsza podzielić na cztery etapy:
Przygotować profil pasa (w przypadku niewzmocnionych profili pasa wystarczy płaskie cięcie pod kątem 90°; w przypadku wzmocnionych profili należy wywiercić warstwa nośną po płaskim cięciu pod kątem 90°).
Zgrzewarka tarciowa nie wymaga czasu nagrzewania, ponieważ ciepło i proces topienia są generowane przez tarcie. Po uruchomieniu maszyny dwa końce taśmy przesuwają się razem z automatycznie prawidłowym dociskiem i są zgrzewane w ciągu kilku sekund za pomocą tarcia.
Po procesie zgrzewania i czasie chłodzenia, ścieg zgrzewu jest odcinany dookoła za pomocą obcinaka bocznego. Pozostałości ściegu można również zeszlifować.
Czy warstwa nośna musi być „nawiercona” przed Zgrzewaniem doczołowym?
Ponieważ same warstwy nośne (aramid, poliester, stal) nie mogą być spawane, taśma powinna zostać przewiercona w celu poprawy połączenia. Zapobiega to przyleganiu dwóch warstw nośnych do siebie bez połączenia, a zamiast tego obszar ten jest wypełniony poliuretanem, który sam w sobie jest całkowicie spawalny.
Szczegółowe instrukcje dotyczące tego kroku można znaleźć tutaj.
Jakie są różnice i zalety między procesami zgrzewania doczołowego „zgrzewanie lustrzane” i „zgrzewanie tarciowe”?
Podstawową różnicą między tymi dwoma procesami jest rodzaj spawania:
W przypadku zgrzewania lustrzanego lustro teflonowe jest podgrzewane do żądanej temperatury. Po osiągnięciu tej temperatury można rozpocząć zgrzewanie PU lub TPE.
W przypadku zgrzewarki tarciowej ciepło lub stopienie końcówek taśmy PU (TPE nie jest możliwe) uzyskuje się za pomocą tarcia. Oszczędza to czas nagrzewania, a automatyczne sterowanie (pozycja 0, docisk, częstotliwość tarcia) zapewnia również powtarzalną dokładność.
Płytka grzejna zawsze zawiera oddzielny Szczypce prowadzące, co sprawia, że pole różnych profili do zgrzewania jest bardzo zmienne. Oznacza to, że w zasadzie każdy profil może być zgrzewany dzięki indywidualnie wymiennym wkładkom do szczypiec prowadzących. Możliwe jest również spawanie płaskich listew o szerokości do 80 mm.
Szczęki prowadzące w zgrzewarce tarciowej RS02 mogą być również wymieniane, jednak konstrukcja maszyny oznacza, że zakres jest nieco bardziej ograniczony niż w przypadku oddzielnych szczypiec prowadzących do zgrzewania luster (geometrie dla RS02: pasy okrągłe 6-20, pasy klinowe równoległe: 6×4 - 22×14, a także różne profile specjalne, takie jak np. pasy klinowe spiczaste, pasy klinowe równoległe, profile teowe, a także profile kwadratowe lub U).
Ponieważ zgrzany profil wymaga czasu chłodzenia do dalszej obróbki, musi on pozostać w zgrzewarce tarciowej, w przeciwieństwie do użycia Płytki grzejnej, ponieważ jednostka prowadząca jest tam zintegrowana. Płytka grzejna jest zatem lepszym wyborem w przypadku zgrzewania seryjnego w dużych ilościach. Zgrzewana taśma pozostaje w zacisku prowadzącym, a dodatkowe zaciski prowadzące mogą być używane do szybkiego łączenia większej liczby taśm.
Jak wykonać zgrzewanie doczołowe za pomocą lusterka spawalniczego na wzmocnionych i niewzmocnionych profilach taśmowych?
Zasadniczo proces zgrzewania można z grubsza podzielić na cztery etapy:
Przygotowanie profilu pasa (w przypadku niewzmocnionych profili pasa wystarczy płaskie cięcie pod kątem 90°; w przypadku wzmocnionych profili należy wywiercić warstwa nośną po płaskim cięciu pod kątem 90°).
Zacisnąć profil pasa w jednostce prowadzącej (np. Szczypce prowadzące FZ01 Vario). Spowoduje to prawidłowe wyrównanie zgrzewanych końców.
Właściwy proces zgrzewania: Płytka grzejna jest podnoszona pomiędzy dwoma końcami taśmy. Następnie jednostka prowadząca jest dociskana, dzięki czemu końce taśmy są podgrzewane i stapiane na lusterku spawalniczym. Gdy ścieg spawalniczy jest widoczny, szczypce są otwierane, lustro jest usuwane, a szczypce są ponownie ściskane i blokowane.
Po zakończeniu procesu spawania i ostygnięciu stopka spawalnicza jest odcinana dookoła za pomocą obcinaka bocznego. Pozostałości ściegu można również zeszlifować.
Interesujące fakty dotyczące spoin zakładkowych z profilami taśmowymi
Jakie profile taśm są używane do zgrzewania na zakładkę?
W przypadku profili taśmowych z elementami napinającymi, zgrzewanie zakładkowe zapewnia zwiększenie siły obwodowej. Profile taśmowe z elementami napinającymi są wykorzystywane w zastosowaniach wymagających większej siły obwodowej. Sama warstwa nośna (np. aramid, poliester, stal) nie może być zgrzewana.
W jakich przypadkach konieczne jest spawanie zakładkowe?
Ogólnie rzecz biorąc, przy podejmowaniu decyzji należy wziąć pod uwagę następujące dwa parametry:
Długość taśmy i ciężar przenoszenia.
Poniższe dwa zalecenia dotyczą długości taśmy:
Długość taśmy < średnica taśmy x 1000 => brak
Długość taśmy > średnica taśmy x 1000 => zalecane
Przykład: Taśmy okrągłe 12mm x 1000 = 12000mm = 12m
(Uwaga: W przypadku pasów klinowych wysokość jest określana jako średnica).
Ciężar transportowy można porównać z odpowiednią wartością Fmax (połączenie / zakładka) profilu taśmy.
Przykład:
Pasy klinowe PU o następujących wartościach Fmax (uderzenie 15,4 kg, zakładka 30,0 kg).
Masa przenośnika wynosi 21,0 kg.
Oznacza to, że zgrzewanie na zakładkę byłoby obowiązkowe, ponieważ obciążenie byłoby zbyt duże dla czystego zgrzewania doczołowego.
Masz pytania dotyczące technologii spawania?
Nasz zespół techniczny chętnie Ci doradzi.
"Każda taśma jest tylko tak mocna, jak jej szew spawalniczy". Ponieważ istnieje wiele różnych opcji spawania, chętnie pomożemy dzięki naszemu wieloletniemu doświadczeniu. Czekamy na Twoje zapytanie.
Diese Website verwendet Cookies, um ein gutes Surferlebnis zu gewährleisten
Dazu gehören wichtige Cookies, die für das Funktionieren der Website notwendig sind, sowie andere, die nur für anonyme statistische Zwecke, für Komfort-Einstellungen oder zur Anzeige personalisierter Inhalte verwendet werden. Sie können selbst entscheiden, welche Kategorien Sie zulassen möchten. Bitte beachten Sie, dass je nach Ihren Einstellungen möglicherweise nicht alle Funktionen der Website zur Verfügung stehen.
Polityka prywatności
1. ochrona danych w skrócie
Informacje ogólne
Poniższe informacje stanowią prosty przegląd tego, co dzieje się z Twoimi danymi osobowymi, gdy odwiedzasz naszą stronę internetową. Dane osobowe to wszelkie dane, które można wykorzystać do osobistej identyfikacji użytkownika. Szczegółowe informacje na temat ochrony danych można znaleźć w naszym oświadczeniu o ochronie danych, które znajduje się poniżej tego tekstu.
Gromadzenie danych na naszej stronie internetowej
Kto jest odpowiedzialny za gromadzenie danych na tej stronie?
Przetwarzanie danych na tej stronie internetowej jest przeprowadzane przez operatora strony. Dane kontaktowe operatora można znaleźć w nocie prawnej tej witryny.
W jaki sposób gromadzimy dane użytkowników?
Z jednej strony, dane użytkownika są gromadzone, gdy nam je przekazuje. Mogą to być na przykład dane wprowadzone w formularzu kontaktowym.
Inne dane są gromadzone automatycznie przez nasze systemy informatyczne podczas odwiedzania witryny. Są to przede wszystkim dane techniczne (np. przeglądarka internetowa, system operacyjny lub czas wyświetlania strony). Dane te są gromadzone automatycznie po wejściu na naszą stronę internetową.
Do czego wykorzystujemy dane użytkownika?
Niektóre dane są gromadzone w celu zapewnienia bezbłędnego działania strony internetowej. Inne dane mogą być wykorzystywane do analizy zachowań użytkowników.
Jakie prawa przysługują użytkownikowi w odniesieniu do jego danych?
Użytkownik ma prawo do bezpłatnego otrzymania w dowolnym momencie informacji o pochodzeniu, odbiorcy i celu przechowywanych danych osobowych. Użytkownik ma również prawo zażądać poprawienia, zablokowania lub usunięcia tych danych. Użytkownik może w każdej chwili skontaktować się z nami pod adresem podanym w nocie prawnej, jeśli ma dodatkowe pytania dotyczące ochrony danych. Użytkownik ma również prawo do złożenia skargi do właściwego organu nadzorczego.
Narzędzia analityczne i narzędzia dostawców zewnętrznych
Gdy użytkownik odwiedza naszą stronę internetową, jego zachowanie podczas surfowania może być analizowane statystycznie. Odbywa się to głównie za pomocą plików cookie i tak zwanych programów analitycznych. Analiza zachowania użytkownika podczas surfowania jest zazwyczaj anonimowa; zachowania użytkownika podczas surfowania nie można prześledzić wstecz. Użytkownik może sprzeciwić się takiej analizie lub zapobiec jej poprzez niekorzystanie z określonych narzędzi. Szczegółowe informacje na ten temat można znaleźć w poniższej polityce prywatności.
Użytkownik może sprzeciwić się tej analizie. O opcjach sprzeciwu poinformujemy w niniejszej polityce prywatności.
2 Uwagi ogólne i informacje obowiązkowe
Ochrona danych
Operatorzy tej witryny bardzo poważnie podchodzą do ochrony danych osobowych użytkowników. Dane osobowe użytkowników traktujemy poufnie i zgodnie z ustawowymi przepisami o ochronie danych oraz niniejszą polityką prywatności.
Podczas korzystania z tej witryny gromadzone są różne dane osobowe. Dane osobowe to dane, które można wykorzystać do osobistej identyfikacji użytkownika. Niniejsza polityka prywatności wyjaśnia, jakie dane gromadzimy i do czego je wykorzystujemy. Wyjaśnia również, w jaki sposób i w jakim celu jest to robione.
Chcielibyśmy zwrócić uwagę, że transmisja danych przez Internet (np. podczas komunikacji za pośrednictwem poczty elektronicznej) może podlegać lukom w zabezpieczeniach. Pełna ochrona danych przed dostępem osób trzecich nie jest możliwa.
Uwaga dotycząca podmiotu odpowiedzialnego
Administratorem odpowiedzialnym za przetwarzanie danych na tej stronie internetowej jest
Lars Beha, Markus Beha
In den Engematten 16
79286 Glottertal
Telefon: +49 7684 9070
E-mail: dsgvo@behabelt.com
Administratorem danych jest osoba fizyczna lub prawna, która samodzielnie lub wspólnie z innymi określa cele i sposoby przetwarzania danych osobowych (np. nazwisk, adresów e-mail itp.).
Cofnięcie zgody na przetwarzanie danych
Wiele operacji przetwarzania danych jest możliwych tylko za wyraźną zgodą użytkownika. Zgodę można wycofać w dowolnym momencie. Wystarczy wysłać do nas nieformalną wiadomość e-mail. Wycofanie zgody nie ma wpływu na zgodność z prawem przetwarzania danych prowadzonego do momentu wycofania zgody.
Prawo do złożenia skargi do właściwego organu nadzorczego
W przypadku naruszenia przepisów o ochronie danych osoba, której dane dotyczą, ma prawo wnieść skargę do właściwego organu nadzorczego. Właściwym organem nadzorczym w kwestiach ochrony danych jest krajowy inspektor ochrony danych kraju związkowego, w którym nasza firma ma siedzibę. Listę inspektorów ochrony danych i ich dane kontaktowe można znaleźć pod następującym linkiem: https://www.bfdi.bund.de/DE/Infothek/Anschriften_Links/anschriften_links-node.html.
Prawo do przenoszenia danych
Użytkownik ma prawo do tego, aby dane, które przetwarzamy automatycznie na podstawie jego zgody lub w ramach realizacji umowy, zostały przekazane użytkownikowi lub stronie trzeciej w powszechnie używanym formacie nadającym się do odczytu maszynowego. Jeśli użytkownik zażąda bezpośredniego przekazania danych innemu administratorowi, nastąpi to tylko wtedy, gdy będzie to technicznie wykonalne.
Szyfrowanie SSL lub TLS
Ta witryna wykorzystuje szyfrowanie SSL lub TLS ze względów bezpieczeństwa i w celu ochrony transmisji poufnych treści, takich jak zamówienia lub zapytania wysyłane do nas jako operatora witryny. Połączenie szyfrowane można rozpoznać po tym, że wiersz adresu przeglądarki zmienia się z „http://” na „https://” oraz po symbolu kłódki w wierszu przeglądarki.
Jeśli szyfrowanie SSL lub TLS jest włączone, dane przesyłane do nas nie mogą być odczytywane przez osoby trzecie.
Informacje, blokowanie, usuwanie
W ramach obowiązujących przepisów prawnych użytkownik ma prawo do bezpłatnej informacji o przechowywanych danych osobowych, ich pochodzeniu i odbiorcy oraz celu przetwarzania danych, a także, w razie potrzeby, prawo do sprostowania, zablokowania lub usunięcia tych danych w dowolnym momencie. Użytkownik może w każdej chwili skontaktować się z nami pod adresem podanym w nocie prawnej, jeśli ma dalsze pytania dotyczące danych osobowych.
Sprzeciw wobec reklamowych wiadomości e-mail
Niniejszym sprzeciwiamy się wykorzystywaniu danych kontaktowych opublikowanych w ramach obowiązku prawnego do wysyłania niezamówionych materiałów reklamowych i informacyjnych. Operatorzy tej witryny wyraźnie zastrzegają sobie prawo do podjęcia kroków prawnych w przypadku niezamówionego wysyłania informacji reklamowych, takich jak spam.
Informacje dotyczące ochrony danych w procesie aplikacji
Przetwarzamy dane kandydatów wyłącznie w celu i w zakresie procesu aplikacyjnego zgodnie z wymogami prawnymi. Dane kandydata są przetwarzane w celu wypełnienia naszych zobowiązań (przed)umownych w ramach procesu aplikacyjnego w rozumieniu art. 6 ust. 1 lit. b) RODO. RODO Art. 6 ust. 1 lit. f. RODO, jeśli przetwarzanie danych stanie się dla nas konieczne, np. w kontekście postępowania sądowego (w Niemczech zastosowanie ma również § 26 BDSG).
Proces składania wniosku wymaga, aby wnioskodawcy przekazali nam dane wnioskodawcy. Jeśli oferujemy formularz online, niezbędne dane kandydata są oznaczone, w przeciwnym razie wynikają one z opisów stanowisk i zasadniczo obejmują dane osobowe, adresy pocztowe i kontaktowe oraz dokumenty związane z aplikacją, takie jak list motywacyjny, CV i certyfikaty. Kandydaci mogą również dobrowolnie przekazać nam dodatkowe informacje.
Przesyłając nam swoją aplikację, kandydaci wyrażają zgodę na przetwarzanie ich danych do celów procesu aplikacyjnego zgodnie z rodzajem i zakresem określonym w niniejszej polityce prywatności.
W zakresie, w jakim szczególne kategorie danych osobowych w rozumieniu art. 9 ust. 1 RODO są dobrowolnie przekazywane w ramach procesu aplikacyjnego, ich przetwarzanie odbywa się również zgodnie z art. 9 ust. 2 lit. b RODO (np. dane dotyczące zdrowia, takie jak status osoby o znacznym stopniu niepełnosprawności lub pochodzenie etniczne). W zakresie, w jakim szczególne kategorie danych osobowych w rozumieniu art. 9 ust. 1 RODO są wymagane od kandydatów w ramach procesu aplikacyjnego, ich przetwarzanie odbywa się również zgodnie z art. 9 ust. 2 lit. a RODO (np. dane zdrowotne, jeśli jest to konieczne do wykonywania zawodu).
Jeśli jest to możliwe, kandydaci mogą przesłać nam swoje aplikacje za pomocą formularza online na naszej stronie internetowej. Dane są przesyłane do nas w formie zaszyfrowanej zgodnie z aktualnym stanem wiedzy.
Kandydaci mogą również przesyłać nam swoje zgłoszenia pocztą elektroniczną. Należy jednak pamiętać, że wiadomości e-mail zazwyczaj nie są wysyłane w formie zaszyfrowanej i kandydaci muszą sami zadbać o ich zaszyfrowanie. W związku z tym nie możemy przyjąć żadnej odpowiedzialności za ścieżkę transmisji aplikacji między nadawcą a odbiorem na naszym serwerze i dlatego zalecamy skorzystanie z formularza online lub wysłanie go pocztą. Zamiast składać wniosek za pośrednictwem formularza online i poczty e-mail, kandydaci nadal mają możliwość przesłania nam swojego wniosku pocztą.
W przypadku pozytywnego rozpatrzenia podania o pracę możemy przetwarzać dane przekazane przez kandydatów do celów związanych ze stosunkiem pracy. W przeciwnym razie, jeśli wniosek o ofertę pracy nie zostanie rozpatrzony pozytywnie, dane kandydata zostaną usunięte. Dane kandydatów zostaną również usunięte w przypadku wycofania aplikacji, do czego kandydaci mają prawo w dowolnym momencie.
Z zastrzeżeniem uzasadnionego odwołania przez kandydata, usunięcie nastąpi po upływie sześciu miesięcy, abyśmy mogli odpowiedzieć na wszelkie dalsze pytania dotyczące aplikacji i wypełnić nasze zobowiązania do dostarczenia dowodów zgodnie z ustawą o równym traktowaniu. Faktury za zwrot kosztów podróży są archiwizowane zgodnie z wymogami prawa podatkowego.
3. Gromadzenie danych na naszej stronie internetowej
Pliki cookie
Niektóre strony internetowe wykorzystują tzw. pliki cookie. Pliki cookie nie uszkadzają komputera i nie zawierają wirusów. Pliki cookie są używane, aby nasza strona internetowa była bardziej przyjazna dla użytkownika, skuteczna i bezpieczna. Pliki cookie to małe pliki tekstowe, które są przechowywane na komputerze i zapisywane przez przeglądarkę.
Większość używanych przez nas plików cookie to tak zwane „sesyjne pliki cookie”. Są one automatycznie usuwane po zakończeniu wizyty użytkownika. Inne pliki cookie są przechowywane na urządzeniu końcowym użytkownika do momentu ich usunięcia. Te pliki cookie umożliwiają nam rozpoznanie przeglądarki użytkownika podczas kolejnej wizyty.
Użytkownik może ustawić swoją przeglądarkę w taki sposób, aby był informowany o ustawieniach plików cookie i zezwalał na pliki cookie tylko w indywidualnych przypadkach, wykluczał akceptację plików cookie w określonych przypadkach lub ogólnie oraz aktywował automatyczne usuwanie plików cookie po zamknięciu przeglądarki. W przypadku dezaktywacji plików cookie funkcjonalność tej witryny może być ograniczona.
Pliki cookie, które są wymagane do przeprowadzenia procesu komunikacji elektronicznej lub do zapewnienia określonych funkcji, o które prosił użytkownik (np. funkcja koszyka zakupów), są przechowywane na podstawie art. 6 ust. 1 lit. f RODO. Operator strony internetowej ma uzasadniony interes w przechowywaniu plików cookie w celu technicznie bezbłędnego i zoptymalizowanego świadczenia swoich usług. W zakresie, w jakim przechowywane są inne pliki cookie (np. pliki cookie do analizy zachowania użytkownika podczas surfowania), są one traktowane oddzielnie w niniejszej polityce prywatności.
Pliki dziennika serwera
Dostawca stron automatycznie gromadzi i przechowuje informacje w tak zwanych plikach dziennika serwera, które przeglądarka użytkownika automatycznie przesyła do nas. Są to
Typ i wersja przeglądarki
Używany system operacyjny
Adres URL strony odsyłającej
Nazwa hosta komputera uzyskującego dostęp
Czas zapytania do serwera
Adres IP
Dane te nie są łączone z innymi źródłami danych.
Podstawą przetwarzania danych jest art. 6 ust. 1 lit. f RODO, który zezwala na przetwarzanie danych w celu realizacji umowy lub środków przedumownych.
Formularz kontaktowy
Jeśli wyślesz nam zapytanie za pośrednictwem formularza kontaktowego, Twoje dane z formularza zapytania, w tym dane kontaktowe, które tam podasz, będą przez nas przechowywane w celu przetworzenia zapytania oraz w przypadku dalszych pytań. Nie będziemy przekazywać tych danych bez zgody użytkownika.
Dane wprowadzone w formularzu kontaktowym są zatem przetwarzane wyłącznie na podstawie zgody użytkownika (art. 6 ust. 1 lit. a RODO). Zgodę tę można odwołać w dowolnym momencie. Wystarczy wysłać do nas nieformalną wiadomość e-mail. Cofnięcie zgody nie ma wpływu na zgodność z prawem operacji przetwarzania danych przeprowadzonych do momentu cofnięcia zgody.
Będziemy przechowywać dane podane przez użytkownika w formularzu kontaktowym do momentu zażądania ich usunięcia, cofnięcia zgody na ich przechowywanie lub ustania celu ich przechowywania (np. po spełnieniu żądania użytkownika). Obowiązkowe przepisy ustawowe - w szczególności okresy przechowywania - pozostają nienaruszone.
4. Narzędzia analityczne i reklama
Google Analytics
Ta strona internetowa korzysta z funkcji usługi analizy internetowej Google Analytics. Dostawcą jest Google Inc, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA.
Google Analytics wykorzystuje tak zwane „pliki cookie”. Są to pliki tekstowe, które są przechowywane na komputerze użytkownika i umożliwiają analizę korzystania z witryny. Informacje generowane przez pliki cookie na temat korzystania z tej witryny są zazwyczaj przesyłane na serwer Google w USA i tam przechowywane.
Przechowywanie plików cookie Google Analytics odbywa się na podstawie art. 6 ust. 1 lit. f RODO. Operator strony internetowej ma uzasadniony interes w analizowaniu zachowań użytkowników w celu optymalizacji zarówno swojej strony internetowej, jak i reklam.
Wtyczka przeglądarki
Użytkownik może uniemożliwić przechowywanie plików cookie, odpowiednio ustawiając oprogramowanie przeglądarki; zwracamy jednak uwagę, że w takim przypadku może nie być w stanie w pełni korzystać ze wszystkich funkcji tej witryny. Użytkownik może również uniemożliwić Google gromadzenie danych generowanych przez pliki cookie i związanych z korzystaniem przez niego ze strony internetowej (w tym adresu IP) oraz przetwarzanie tych danych przez Google, pobierając i instalując wtyczkę do przeglądarki dostępną pod następującym linkiem: https://tools.google.com/dlpage/gaoptout?hl=de.
Sprzeciw wobec gromadzenia danych
Użytkownik może zapobiec gromadzeniu jego danych przez Google Analytics, klikając następujący przycisk: [borlabs_cookie_opt_out tracking=„google-analytics”].
Na naszych stronach internetowych używamy „Google reCAPTCHA” (zwanego dalej „reCAPTCHA”). Dostawcą jest Google Inc, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA („Google”).
Celem reCAPTCHA jest sprawdzenie, czy dane wprowadzane na naszych stronach internetowych (np. w formularzu kontaktowym) są wprowadzane przez człowieka, czy przez zautomatyzowany program. W tym celu reCAPTCHA analizuje zachowanie odwiedzającego witrynę na podstawie różnych cech. Analiza ta rozpoczyna się automatycznie, gdy tylko odwiedzający wejdzie na stronę internetową. Na potrzeby analizy reCAPTCHA ocenia różne informacje (np. adres IP, czas spędzony na stronie internetowej przez odwiedzającego lub ruchy myszy wykonane przez użytkownika). Dane zebrane podczas analizy są przekazywane do Google.
Analizy reCAPTCHA działają całkowicie w tle. Osoby odwiedzające witrynę nie są informowane o przeprowadzanej analizie.
Przetwarzanie danych odbywa się na podstawie art. 6 ust. 1 lit. f RODO. Operator strony internetowej ma uzasadniony interes w ochronie swojej strony internetowej przed niewłaściwym zautomatyzowanym szpiegowaniem i SPAM-em.
Behabelt korzysta z produktów i usług do celów analitycznych i marketingowych, które są dostarczane przez Visable GmbH (www.visable.com) we współpracy z tą ostatnią. W tym celu technologia kodu pikselowego jest wykorzystywana do gromadzenia, przetwarzania i przechowywania danych w celu tworzenia co najmniej pseudonimizowanych, a tam, gdzie to możliwe i właściwe, całkowicie anonimowych profili użytkowników. Gromadzone dane, które początkowo mogą nadal zawierać dane osobowe, są przekazywane do Visable lub gromadzone bezpośrednio przez Visable i tam wykorzystywane do tworzenia wspomnianych profili użytkowników. Osoby odwiedzające niniejszą witrynę internetową nie są identyfikowane osobiście i żadne inne dane osobowe nie są łączone z profilami użytkowników. Jeśli adresy IP zostaną zidentyfikowane jako dane osobowe, są one natychmiast usuwane. Użytkownik może w każdej chwili sprzeciwić się opisanym tutaj formom przetwarzania danych ze skutkiem na przyszłość: Wyłącz rejestrowanie odwiedzających (uwaga: link ustawia plik cookie 1st party w celu rezygnacji)
5. newsletter
Dane newslettera
Jeśli użytkownik chce otrzymywać biuletyn oferowany na stronie internetowej, wymagamy podania adresu e-mail oraz informacji, które pozwolą nam zweryfikować, czy użytkownik jest właścicielem podanego adresu e-mail i czy wyraża zgodę na otrzymywanie biuletynu. Żadne inne dane nie są gromadzone lub są gromadzone wyłącznie na zasadzie dobrowolności. Używamy tych danych wyłącznie do wysyłania żądanych informacji i nie przekazujemy ich stronom trzecim.
Dane wprowadzone w formularzu rejestracji do newslettera są przetwarzane wyłącznie na podstawie zgody użytkownika (art. 6 ust. 1 lit. a RODO). Użytkownik może w każdej chwili odwołać swoją zgodę na przechowywanie danych, adresu e-mail i jego wykorzystanie do wysyłania newslettera, na przykład za pomocą linku „anuluj subskrypcję” w newsletterze. Rezygnacja nie ma wpływu na zgodność z prawem operacji przetwarzania danych, które już miały miejsce.
Dane przekazane nam przez użytkownika w celu subskrypcji newslettera będą przechowywane przez nas do momentu rezygnacji z subskrypcji newslettera i usuwane po rezygnacji z subskrypcji newslettera. Dane przechowywane przez nas w innych celach (np. adresy e-mail dla obszaru członkowskiego) pozostają nienaruszone.
CleverReach
Ta strona korzysta z CleverReach do wysyłania newsletterów. Dostawcą jest CleverReach GmbH & Co. KG, Mühlenstr. 43, 26180 Rastede, Niemcy. CleverReach to usługa, która może być wykorzystywana do organizowania i analizowania wysyłania newsletterów. Dane wprowadzone w celu otrzymywania newslettera (np. adres e-mail) są przechowywane na serwerach CleverReach w Niemczech lub Irlandii.
Nasze newslettery wysyłane za pomocą CleverReach umożliwiają nam analizowanie zachowań odbiorców newsletterów. Możemy między innymi analizować, ilu odbiorców otworzyło wiadomość newslettera i jak często kliknięto na link w newsletterze. Śledzenie konwersji może być również wykorzystywane do analizy, czy po kliknięciu linku w newsletterze miało miejsce wcześniej zdefiniowane działanie (np. zakup produktu na naszej stronie internetowej). Więcej informacji na temat analizy danych przez biuletyny CleverReach można znaleźć na stronie: https://www.cleverreach.com/de/funktionen/reporting-und-tracking/.
Przetwarzanie danych odbywa się na podstawie zgody użytkownika (art. 6 ust. 1 lit. a RODO). Zgodę tę można w każdej chwili wycofać, rezygnując z subskrypcji newslettera. Rezygnacja nie ma wpływu na zgodność z prawem operacji przetwarzania danych, które już miały miejsce.
Jeśli użytkownik nie chce, aby CleverReach analizował jego dane, musi zrezygnować z subskrypcji newslettera. W tym celu udostępniamy odpowiedni link w każdej wiadomości newslettera. Użytkownik może również zrezygnować z subskrypcji newslettera bezpośrednio na stronie internetowej.
Dane przekazane nam w celu subskrypcji biuletynu będą przechowywane przez nas do momentu rezygnacji z subskrypcji biuletynu i zostaną usunięte zarówno z naszych serwerów, jak i serwerów CleverReach po rezygnacji z subskrypcji biuletynu. Dane przechowywane przez nas w innych celach (np. adresy e-mail dla obszaru członkowskiego) pozostają nienaruszone.
Nasza witryna korzysta z wtyczek witryny YouTube obsługiwanej przez Google. Operatorem stron jest YouTube, LLC, 901 Cherry Ave, San Bruno, CA 94066, USA.
Gdy użytkownik odwiedza jedną z naszych stron wyposażonych we wtyczkę YouTube, nawiązywane jest połączenie z serwerami YouTube. Serwer YouTube jest informowany, którą z naszych stron odwiedził użytkownik.
Jeśli użytkownik jest zalogowany na swoim koncie YouTube, umożliwia YouTube przypisanie jego zachowania podczas surfowania bezpośrednio do jego osobistego profilu. Można temu zapobiec, wylogowując się z konta YouTube.
Korzystanie z YouTube ma na celu atrakcyjną prezentację naszych ofert online. Stanowi to uzasadniony interes w rozumieniu art. 6 ust. 1 lit. f RODO.
Ta strona internetowa korzysta z tak zwanych czcionek internetowych dostarczanych przez Google w celu znormalizowanego wyświetlania czcionek. Po wejściu na stronę przeglądarka ładuje wymagane czcionki internetowe do pamięci podręcznej przeglądarki w celu prawidłowego wyświetlania tekstów i czcionek.
W tym celu używana przeglądarka musi połączyć się z serwerami Google. Informuje to Google, że nasza strona internetowa została wywołana za pośrednictwem adresu IP użytkownika. Korzystanie z Google Web Fonts leży w interesie jednolitej i atrakcyjnej prezentacji naszych ofert online. Stanowi to uzasadniony interes w rozumieniu art. 6 ust. 1 lit. f RODO.
Jeśli przeglądarka użytkownika nie obsługuje czcionek internetowych, komputer użytkownika użyje standardowej czcionki.
Ta strona korzysta z usługi map Google Maps za pośrednictwem interfejsu API. Dostawcą jest Google Inc, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA.
Aby korzystać z funkcji Google Maps, konieczne jest zapisanie adresu IP użytkownika. Informacje te są zazwyczaj przesyłane na serwer Google w USA i tam przechowywane. Dostawca tej witryny nie ma wpływu na ten transfer danych.
Korzystanie z Google Maps ma na celu atrakcyjną prezentację naszych ofert online i ułatwienie znalezienia miejsc, które wskazaliśmy na stronie internetowej. Stanowi to uzasadniony interes w rozumieniu art. 6 ust. 1 lit. f RODO.
Numer identyfikacyjny podatku od sprzedaży zgodnie z §27 ustawy o podatku od sprzedaży:
DE 218859888
Wyłączenie odpowiedzialności:
Odpowiedzialność za treść
Treść naszej strony internetowej została opracowana z najwyższą starannością. Nie możemy jednak przyjąć żadnej odpowiedzialności za dokładność, kompletność i aktualność treści. Jako dostawca usług jesteśmy odpowiedzialni za własne treści na tych stronach zgodnie z § 7 (1) TMG (niemiecka ustawa o telemediach) i ogólnymi przepisami prawa. Zgodnie z §§ 8 do 10 TMG, jako usługodawca nie jesteśmy jednak zobowiązani do monitorowania przesyłanych lub przechowywanych informacji osób trzecich ani do badania okoliczności wskazujących na nielegalną działalność.
Nie ma to wpływu na obowiązek usunięcia lub zablokowania korzystania z informacji zgodnie z ogólnymi przepisami prawa. Odpowiedzialność w tym zakresie jest jednak możliwa dopiero od momentu powzięcia informacji o konkretnym naruszeniu. Gdy tylko dowiemy się o takich naruszeniach, natychmiast usuniemy te treści.
Odpowiedzialność za linki
Nasza strona internetowa zawiera linki do zewnętrznych stron internetowych osób trzecich, na których treść nie mamy wpływu. W związku z tym nie możemy przyjąć żadnej odpowiedzialności za te treści osób trzecich. Odpowiedni dostawca lub operator stron jest zawsze odpowiedzialny za treść stron, do których prowadzą linki. Połączone strony zostały sprawdzone pod kątem możliwych naruszeń prawa w momencie łączenia. Nielegalne treści nie zostały rozpoznane w momencie linkowania. Stałe monitorowanie treści stron, do których prowadzą linki, nie jest jednak uzasadnione bez konkretnych dowodów naruszenia prawa. Jeśli dowiemy się o jakichkolwiek naruszeniach prawa, natychmiast usuniemy takie linki.
Prawa autorskie
Treści i dzieła stworzone przez operatorów witryn na tych stronach podlegają niemieckiemu prawu autorskiemu. Powielanie, przetwarzanie, rozpowszechnianie i wszelkiego rodzaju wykorzystywanie poza granicami prawa autorskiego wymaga pisemnej zgody odpowiedniego autora lub twórcy. Pobieranie i kopiowanie tej strony jest dozwolone wyłącznie do prywatnego, niekomercyjnego użytku. O ile treści na tej stronie nie zostały stworzone przez operatora, prawa autorskie osób trzecich są przestrzegane.
W szczególności treści osób trzecich są oznaczone jako takie. Jeśli mimo to dowiesz się o naruszeniu praw autorskich, poinformuj nas o tym. Jeśli dowiemy się o jakichkolwiek naruszeniach, niezwłocznie usuniemy takie treści.
Ochrona danych
Zasadniczo możliwe jest korzystanie z naszej strony internetowej bez podawania danych osobowych. Jeśli dane osobowe (np. imię i nazwisko, adres lub adresy e-mail) są gromadzone na naszej stronie internetowej, zawsze odbywa się to na zasadzie dobrowolności, o ile to możliwe. Dane te nie będą przekazywane stronom trzecim bez wyraźnej zgody użytkownika.
Zwracamy uwagę, że transmisja danych przez Internet (np. podczas komunikacji za pośrednictwem poczty elektronicznej) może być podatna na luki w zabezpieczeniach. Pełna ochrona danych przed dostępem osób trzecich nie jest możliwa.
Niniejszym wyraźnie zabraniamy wykorzystywania danych kontaktowych opublikowanych w ramach obowiązku nadruku przez osoby trzecie do wysyłania niezamówionych materiałów reklamowych i informacyjnych. Operatorzy witryny wyraźnie zastrzegają sobie prawo do podjęcia kroków prawnych w przypadku niezamówionego wysyłania informacji reklamowych, takich jak spam.
Polityka prywatności dotycząca korzystania z Google Analytics
Niniejsza witryna internetowa korzysta z Google Analytics, usługi analizy oglądalności stron internetowych udostępnianej przez Google Inc („Google”). Google Analytics wykorzystuje „pliki cookie”, które są plikami tekstowymi umieszczanymi na komputerze użytkownika, aby pomóc witrynie analizować sposób korzystania z niej przez użytkowników. Informacje generowane przez pliki cookie na temat korzystania z tej witryny są zazwyczaj przesyłane na serwer Google w USA i tam przechowywane. Jednak w przypadku aktywacji anonimizacji IP na tej stronie, adres IP użytkownika zostanie najpierw skrócony przez Google w państwach członkowskich Unii Europejskiej lub w innych państwach-sygnatariuszach Porozumienia o Europejskim Obszarze Gospodarczym.
Tylko w wyjątkowych przypadkach pełny adres IP zostanie przesłany na serwer Google w USA i tam skrócony. W imieniu operatora tej witryny Google wykorzysta te informacje do analizy korzystania z witryny przez użytkownika, tworzenia raportów dotyczących aktywności na stronie oraz świadczenia innych usług związanych z aktywnością na stronie i korzystaniem z Internetu na rzecz operatora witryny. Adres IP przesłany przez przeglądarkę użytkownika w ramach Google Analytics nie zostanie połączony z innymi danymi Google.
Użytkownik może odmówić korzystania z plików cookie, wybierając odpowiednie ustawienia w przeglądarce, jednak należy pamiętać, że w takim przypadku korzystanie z pełnej funkcjonalności tej witryny może nie być możliwe. Użytkownik może również uniemożliwić Google gromadzenie danych generowanych przez pliki cookie i związanych z korzystaniem przez niego ze strony internetowej (w tym adresu IP) oraz przetwarzanie tych danych przez Google, pobierając i instalując wtyczkę do przeglądarki dostępną pod następującym linkiem: http://tools.google.com/dlpage/gaoptout?hl=de.
Diese Website verwendet Cookies, um ein gutes Surferlebnis zu gewährleisten
Dazu gehören wichtige Cookies, die für das Funktionieren der Website notwendig sind, sowie andere, die nur für anonyme statistische Zwecke, für Komfort-Einstellungen oder zur Anzeige personalisierter Inhalte verwendet werden. Sie können selbst entscheiden, welche Kategorien Sie zulassen möchten. Bitte beachten Sie, dass je nach Ihren Einstellungen möglicherweise nicht alle Funktionen der Website zur Verfügung stehen.
Polityka prywatności
1. ochrona danych w skrócie
Informacje ogólne
Poniższe informacje stanowią prosty przegląd tego, co dzieje się z Twoimi danymi osobowymi, gdy odwiedzasz naszą stronę internetową. Dane osobowe to wszelkie dane, które można wykorzystać do osobistej identyfikacji użytkownika. Szczegółowe informacje na temat ochrony danych można znaleźć w naszym oświadczeniu o ochronie danych, które znajduje się poniżej tego tekstu.
Gromadzenie danych na naszej stronie internetowej
Kto jest odpowiedzialny za gromadzenie danych na tej stronie?
Przetwarzanie danych na tej stronie internetowej jest przeprowadzane przez operatora strony. Dane kontaktowe operatora można znaleźć w nocie prawnej tej witryny.
W jaki sposób gromadzimy dane użytkowników?
Z jednej strony, dane użytkownika są gromadzone, gdy nam je przekazuje. Mogą to być na przykład dane wprowadzone w formularzu kontaktowym.
Inne dane są gromadzone automatycznie przez nasze systemy informatyczne podczas odwiedzania witryny. Są to przede wszystkim dane techniczne (np. przeglądarka internetowa, system operacyjny lub czas wyświetlania strony). Dane te są gromadzone automatycznie po wejściu na naszą stronę internetową.
Do czego wykorzystujemy dane użytkownika?
Niektóre dane są gromadzone w celu zapewnienia bezbłędnego działania strony internetowej. Inne dane mogą być wykorzystywane do analizy zachowań użytkowników.
Jakie prawa przysługują użytkownikowi w odniesieniu do jego danych?
Użytkownik ma prawo do bezpłatnego otrzymania w dowolnym momencie informacji o pochodzeniu, odbiorcy i celu przechowywanych danych osobowych. Użytkownik ma również prawo zażądać poprawienia, zablokowania lub usunięcia tych danych. Użytkownik może w każdej chwili skontaktować się z nami pod adresem podanym w nocie prawnej, jeśli ma dodatkowe pytania dotyczące ochrony danych. Użytkownik ma również prawo do złożenia skargi do właściwego organu nadzorczego.
Narzędzia analityczne i narzędzia dostawców zewnętrznych
Gdy użytkownik odwiedza naszą stronę internetową, jego zachowanie podczas surfowania może być analizowane statystycznie. Odbywa się to głównie za pomocą plików cookie i tak zwanych programów analitycznych. Analiza zachowania użytkownika podczas surfowania jest zazwyczaj anonimowa; zachowania użytkownika podczas surfowania nie można prześledzić wstecz. Użytkownik może sprzeciwić się takiej analizie lub zapobiec jej poprzez niekorzystanie z określonych narzędzi. Szczegółowe informacje na ten temat można znaleźć w poniższej polityce prywatności.
Użytkownik może sprzeciwić się tej analizie. O opcjach sprzeciwu poinformujemy w niniejszej polityce prywatności.
2 Uwagi ogólne i informacje obowiązkowe
Ochrona danych
Operatorzy tej witryny bardzo poważnie podchodzą do ochrony danych osobowych użytkowników. Dane osobowe użytkowników traktujemy poufnie i zgodnie z ustawowymi przepisami o ochronie danych oraz niniejszą polityką prywatności.
Podczas korzystania z tej witryny gromadzone są różne dane osobowe. Dane osobowe to dane, które można wykorzystać do osobistej identyfikacji użytkownika. Niniejsza polityka prywatności wyjaśnia, jakie dane gromadzimy i do czego je wykorzystujemy. Wyjaśnia również, w jaki sposób i w jakim celu jest to robione.
Chcielibyśmy zwrócić uwagę, że transmisja danych przez Internet (np. podczas komunikacji za pośrednictwem poczty elektronicznej) może podlegać lukom w zabezpieczeniach. Pełna ochrona danych przed dostępem osób trzecich nie jest możliwa.
Uwaga dotycząca podmiotu odpowiedzialnego
Administratorem odpowiedzialnym za przetwarzanie danych na tej stronie internetowej jest
Lars Beha, Markus Beha
In den Engematten 16
79286 Glottertal
Telefon: +49 7684 9070
E-mail: dsgvo@behabelt.com
Administratorem danych jest osoba fizyczna lub prawna, która samodzielnie lub wspólnie z innymi określa cele i sposoby przetwarzania danych osobowych (np. nazwisk, adresów e-mail itp.).
Cofnięcie zgody na przetwarzanie danych
Wiele operacji przetwarzania danych jest możliwych tylko za wyraźną zgodą użytkownika. Zgodę można wycofać w dowolnym momencie. Wystarczy wysłać do nas nieformalną wiadomość e-mail. Wycofanie zgody nie ma wpływu na zgodność z prawem przetwarzania danych prowadzonego do momentu wycofania zgody.
Prawo do złożenia skargi do właściwego organu nadzorczego
W przypadku naruszenia przepisów o ochronie danych osoba, której dane dotyczą, ma prawo wnieść skargę do właściwego organu nadzorczego. Właściwym organem nadzorczym w kwestiach ochrony danych jest krajowy inspektor ochrony danych kraju związkowego, w którym nasza firma ma siedzibę. Listę inspektorów ochrony danych i ich dane kontaktowe można znaleźć pod następującym linkiem: https://www.bfdi.bund.de/DE/Infothek/Anschriften_Links/anschriften_links-node.html.
Prawo do przenoszenia danych
Użytkownik ma prawo do tego, aby dane, które przetwarzamy automatycznie na podstawie jego zgody lub w ramach realizacji umowy, zostały przekazane użytkownikowi lub stronie trzeciej w powszechnie używanym formacie nadającym się do odczytu maszynowego. Jeśli użytkownik zażąda bezpośredniego przekazania danych innemu administratorowi, nastąpi to tylko wtedy, gdy będzie to technicznie wykonalne.
Szyfrowanie SSL lub TLS
Ta witryna wykorzystuje szyfrowanie SSL lub TLS ze względów bezpieczeństwa i w celu ochrony transmisji poufnych treści, takich jak zamówienia lub zapytania wysyłane do nas jako operatora witryny. Połączenie szyfrowane można rozpoznać po tym, że wiersz adresu przeglądarki zmienia się z „http://” na „https://” oraz po symbolu kłódki w wierszu przeglądarki.
Jeśli szyfrowanie SSL lub TLS jest włączone, dane przesyłane do nas nie mogą być odczytywane przez osoby trzecie.
Informacje, blokowanie, usuwanie
W ramach obowiązujących przepisów prawnych użytkownik ma prawo do bezpłatnej informacji o przechowywanych danych osobowych, ich pochodzeniu i odbiorcy oraz celu przetwarzania danych, a także, w razie potrzeby, prawo do sprostowania, zablokowania lub usunięcia tych danych w dowolnym momencie. Użytkownik może w każdej chwili skontaktować się z nami pod adresem podanym w nocie prawnej, jeśli ma dalsze pytania dotyczące danych osobowych.
Sprzeciw wobec reklamowych wiadomości e-mail
Niniejszym sprzeciwiamy się wykorzystywaniu danych kontaktowych opublikowanych w ramach obowiązku prawnego do wysyłania niezamówionych materiałów reklamowych i informacyjnych. Operatorzy tej witryny wyraźnie zastrzegają sobie prawo do podjęcia kroków prawnych w przypadku niezamówionego wysyłania informacji reklamowych, takich jak spam.
Informacje dotyczące ochrony danych w procesie aplikacji
Przetwarzamy dane kandydatów wyłącznie w celu i w zakresie procesu aplikacyjnego zgodnie z wymogami prawnymi. Dane kandydata są przetwarzane w celu wypełnienia naszych zobowiązań (przed)umownych w ramach procesu aplikacyjnego w rozumieniu art. 6 ust. 1 lit. b) RODO. RODO Art. 6 ust. 1 lit. f. RODO, jeśli przetwarzanie danych stanie się dla nas konieczne, np. w kontekście postępowania sądowego (w Niemczech zastosowanie ma również § 26 BDSG).
Proces składania wniosku wymaga, aby wnioskodawcy przekazali nam dane wnioskodawcy. Jeśli oferujemy formularz online, niezbędne dane kandydata są oznaczone, w przeciwnym razie wynikają one z opisów stanowisk i zasadniczo obejmują dane osobowe, adresy pocztowe i kontaktowe oraz dokumenty związane z aplikacją, takie jak list motywacyjny, CV i certyfikaty. Kandydaci mogą również dobrowolnie przekazać nam dodatkowe informacje.
Przesyłając nam swoją aplikację, kandydaci wyrażają zgodę na przetwarzanie ich danych do celów procesu aplikacyjnego zgodnie z rodzajem i zakresem określonym w niniejszej polityce prywatności.
W zakresie, w jakim szczególne kategorie danych osobowych w rozumieniu art. 9 ust. 1 RODO są dobrowolnie przekazywane w ramach procesu aplikacyjnego, ich przetwarzanie odbywa się również zgodnie z art. 9 ust. 2 lit. b RODO (np. dane dotyczące zdrowia, takie jak status osoby o znacznym stopniu niepełnosprawności lub pochodzenie etniczne). W zakresie, w jakim szczególne kategorie danych osobowych w rozumieniu art. 9 ust. 1 RODO są wymagane od kandydatów w ramach procesu aplikacyjnego, ich przetwarzanie odbywa się również zgodnie z art. 9 ust. 2 lit. a RODO (np. dane zdrowotne, jeśli jest to konieczne do wykonywania zawodu).
Jeśli jest to możliwe, kandydaci mogą przesłać nam swoje aplikacje za pomocą formularza online na naszej stronie internetowej. Dane są przesyłane do nas w formie zaszyfrowanej zgodnie z aktualnym stanem wiedzy.
Kandydaci mogą również przesyłać nam swoje zgłoszenia pocztą elektroniczną. Należy jednak pamiętać, że wiadomości e-mail zazwyczaj nie są wysyłane w formie zaszyfrowanej i kandydaci muszą sami zadbać o ich zaszyfrowanie. W związku z tym nie możemy przyjąć żadnej odpowiedzialności za ścieżkę transmisji aplikacji między nadawcą a odbiorem na naszym serwerze i dlatego zalecamy skorzystanie z formularza online lub wysłanie go pocztą. Zamiast składać wniosek za pośrednictwem formularza online i poczty e-mail, kandydaci nadal mają możliwość przesłania nam swojego wniosku pocztą.
W przypadku pozytywnego rozpatrzenia podania o pracę możemy przetwarzać dane przekazane przez kandydatów do celów związanych ze stosunkiem pracy. W przeciwnym razie, jeśli wniosek o ofertę pracy nie zostanie rozpatrzony pozytywnie, dane kandydata zostaną usunięte. Dane kandydatów zostaną również usunięte w przypadku wycofania aplikacji, do czego kandydaci mają prawo w dowolnym momencie.
Z zastrzeżeniem uzasadnionego odwołania przez kandydata, usunięcie nastąpi po upływie sześciu miesięcy, abyśmy mogli odpowiedzieć na wszelkie dalsze pytania dotyczące aplikacji i wypełnić nasze zobowiązania do dostarczenia dowodów zgodnie z ustawą o równym traktowaniu. Faktury za zwrot kosztów podróży są archiwizowane zgodnie z wymogami prawa podatkowego.
3. Gromadzenie danych na naszej stronie internetowej
Pliki cookie
Niektóre strony internetowe wykorzystują tzw. pliki cookie. Pliki cookie nie uszkadzają komputera i nie zawierają wirusów. Pliki cookie są używane, aby nasza strona internetowa była bardziej przyjazna dla użytkownika, skuteczna i bezpieczna. Pliki cookie to małe pliki tekstowe, które są przechowywane na komputerze i zapisywane przez przeglądarkę.
Większość używanych przez nas plików cookie to tak zwane „sesyjne pliki cookie”. Są one automatycznie usuwane po zakończeniu wizyty użytkownika. Inne pliki cookie są przechowywane na urządzeniu końcowym użytkownika do momentu ich usunięcia. Te pliki cookie umożliwiają nam rozpoznanie przeglądarki użytkownika podczas kolejnej wizyty.
Użytkownik może ustawić swoją przeglądarkę w taki sposób, aby był informowany o ustawieniach plików cookie i zezwalał na pliki cookie tylko w indywidualnych przypadkach, wykluczał akceptację plików cookie w określonych przypadkach lub ogólnie oraz aktywował automatyczne usuwanie plików cookie po zamknięciu przeglądarki. W przypadku dezaktywacji plików cookie funkcjonalność tej witryny może być ograniczona.
Pliki cookie, które są wymagane do przeprowadzenia procesu komunikacji elektronicznej lub do zapewnienia określonych funkcji, o które prosił użytkownik (np. funkcja koszyka zakupów), są przechowywane na podstawie art. 6 ust. 1 lit. f RODO. Operator strony internetowej ma uzasadniony interes w przechowywaniu plików cookie w celu technicznie bezbłędnego i zoptymalizowanego świadczenia swoich usług. W zakresie, w jakim przechowywane są inne pliki cookie (np. pliki cookie do analizy zachowania użytkownika podczas surfowania), są one traktowane oddzielnie w niniejszej polityce prywatności.
Pliki dziennika serwera
Dostawca stron automatycznie gromadzi i przechowuje informacje w tak zwanych plikach dziennika serwera, które przeglądarka użytkownika automatycznie przesyła do nas. Są to
Typ i wersja przeglądarki
Używany system operacyjny
Adres URL strony odsyłającej
Nazwa hosta komputera uzyskującego dostęp
Czas zapytania do serwera
Adres IP
Dane te nie są łączone z innymi źródłami danych.
Podstawą przetwarzania danych jest art. 6 ust. 1 lit. f RODO, który zezwala na przetwarzanie danych w celu realizacji umowy lub środków przedumownych.
Formularz kontaktowy
Jeśli wyślesz nam zapytanie za pośrednictwem formularza kontaktowego, Twoje dane z formularza zapytania, w tym dane kontaktowe, które tam podasz, będą przez nas przechowywane w celu przetworzenia zapytania oraz w przypadku dalszych pytań. Nie będziemy przekazywać tych danych bez zgody użytkownika.
Dane wprowadzone w formularzu kontaktowym są zatem przetwarzane wyłącznie na podstawie zgody użytkownika (art. 6 ust. 1 lit. a RODO). Zgodę tę można odwołać w dowolnym momencie. Wystarczy wysłać do nas nieformalną wiadomość e-mail. Cofnięcie zgody nie ma wpływu na zgodność z prawem operacji przetwarzania danych przeprowadzonych do momentu cofnięcia zgody.
Będziemy przechowywać dane podane przez użytkownika w formularzu kontaktowym do momentu zażądania ich usunięcia, cofnięcia zgody na ich przechowywanie lub ustania celu ich przechowywania (np. po spełnieniu żądania użytkownika). Obowiązkowe przepisy ustawowe - w szczególności okresy przechowywania - pozostają nienaruszone.
4. Narzędzia analityczne i reklama
Google Analytics
Ta strona internetowa korzysta z funkcji usługi analizy internetowej Google Analytics. Dostawcą jest Google Inc, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA.
Google Analytics wykorzystuje tak zwane „pliki cookie”. Są to pliki tekstowe, które są przechowywane na komputerze użytkownika i umożliwiają analizę korzystania z witryny. Informacje generowane przez pliki cookie na temat korzystania z tej witryny są zazwyczaj przesyłane na serwer Google w USA i tam przechowywane.
Przechowywanie plików cookie Google Analytics odbywa się na podstawie art. 6 ust. 1 lit. f RODO. Operator strony internetowej ma uzasadniony interes w analizowaniu zachowań użytkowników w celu optymalizacji zarówno swojej strony internetowej, jak i reklam.
Wtyczka przeglądarki
Użytkownik może uniemożliwić przechowywanie plików cookie, odpowiednio ustawiając oprogramowanie przeglądarki; zwracamy jednak uwagę, że w takim przypadku może nie być w stanie w pełni korzystać ze wszystkich funkcji tej witryny. Użytkownik może również uniemożliwić Google gromadzenie danych generowanych przez pliki cookie i związanych z korzystaniem przez niego ze strony internetowej (w tym adresu IP) oraz przetwarzanie tych danych przez Google, pobierając i instalując wtyczkę do przeglądarki dostępną pod następującym linkiem: https://tools.google.com/dlpage/gaoptout?hl=de.
Sprzeciw wobec gromadzenia danych
Użytkownik może zapobiec gromadzeniu jego danych przez Google Analytics, klikając następujący przycisk: [borlabs_cookie_opt_out tracking=„google-analytics”].
Na naszych stronach internetowych używamy „Google reCAPTCHA” (zwanego dalej „reCAPTCHA”). Dostawcą jest Google Inc, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA („Google”).
Celem reCAPTCHA jest sprawdzenie, czy dane wprowadzane na naszych stronach internetowych (np. w formularzu kontaktowym) są wprowadzane przez człowieka, czy przez zautomatyzowany program. W tym celu reCAPTCHA analizuje zachowanie odwiedzającego witrynę na podstawie różnych cech. Analiza ta rozpoczyna się automatycznie, gdy tylko odwiedzający wejdzie na stronę internetową. Na potrzeby analizy reCAPTCHA ocenia różne informacje (np. adres IP, czas spędzony na stronie internetowej przez odwiedzającego lub ruchy myszy wykonane przez użytkownika). Dane zebrane podczas analizy są przekazywane do Google.
Analizy reCAPTCHA działają całkowicie w tle. Osoby odwiedzające witrynę nie są informowane o przeprowadzanej analizie.
Przetwarzanie danych odbywa się na podstawie art. 6 ust. 1 lit. f RODO. Operator strony internetowej ma uzasadniony interes w ochronie swojej strony internetowej przed niewłaściwym zautomatyzowanym szpiegowaniem i SPAM-em.
Behabelt korzysta z produktów i usług do celów analitycznych i marketingowych, które są dostarczane przez Visable GmbH (www.visable.com) we współpracy z tą ostatnią. W tym celu technologia kodu pikselowego jest wykorzystywana do gromadzenia, przetwarzania i przechowywania danych w celu tworzenia co najmniej pseudonimizowanych, a tam, gdzie to możliwe i właściwe, całkowicie anonimowych profili użytkowników. Gromadzone dane, które początkowo mogą nadal zawierać dane osobowe, są przekazywane do Visable lub gromadzone bezpośrednio przez Visable i tam wykorzystywane do tworzenia wspomnianych profili użytkowników. Osoby odwiedzające niniejszą witrynę internetową nie są identyfikowane osobiście i żadne inne dane osobowe nie są łączone z profilami użytkowników. Jeśli adresy IP zostaną zidentyfikowane jako dane osobowe, są one natychmiast usuwane. Użytkownik może w każdej chwili sprzeciwić się opisanym tutaj formom przetwarzania danych ze skutkiem na przyszłość: Wyłącz rejestrowanie odwiedzających (uwaga: link ustawia plik cookie 1st party w celu rezygnacji)
5. newsletter
Dane newslettera
Jeśli użytkownik chce otrzymywać biuletyn oferowany na stronie internetowej, wymagamy podania adresu e-mail oraz informacji, które pozwolą nam zweryfikować, czy użytkownik jest właścicielem podanego adresu e-mail i czy wyraża zgodę na otrzymywanie biuletynu. Żadne inne dane nie są gromadzone lub są gromadzone wyłącznie na zasadzie dobrowolności. Używamy tych danych wyłącznie do wysyłania żądanych informacji i nie przekazujemy ich stronom trzecim.
Dane wprowadzone w formularzu rejestracji do newslettera są przetwarzane wyłącznie na podstawie zgody użytkownika (art. 6 ust. 1 lit. a RODO). Użytkownik może w każdej chwili odwołać swoją zgodę na przechowywanie danych, adresu e-mail i jego wykorzystanie do wysyłania newslettera, na przykład za pomocą linku „anuluj subskrypcję” w newsletterze. Rezygnacja nie ma wpływu na zgodność z prawem operacji przetwarzania danych, które już miały miejsce.
Dane przekazane nam przez użytkownika w celu subskrypcji newslettera będą przechowywane przez nas do momentu rezygnacji z subskrypcji newslettera i usuwane po rezygnacji z subskrypcji newslettera. Dane przechowywane przez nas w innych celach (np. adresy e-mail dla obszaru członkowskiego) pozostają nienaruszone.
CleverReach
Ta strona korzysta z CleverReach do wysyłania newsletterów. Dostawcą jest CleverReach GmbH & Co. KG, Mühlenstr. 43, 26180 Rastede, Niemcy. CleverReach to usługa, która może być wykorzystywana do organizowania i analizowania wysyłania newsletterów. Dane wprowadzone w celu otrzymywania newslettera (np. adres e-mail) są przechowywane na serwerach CleverReach w Niemczech lub Irlandii.
Nasze newslettery wysyłane za pomocą CleverReach umożliwiają nam analizowanie zachowań odbiorców newsletterów. Możemy między innymi analizować, ilu odbiorców otworzyło wiadomość newslettera i jak często kliknięto na link w newsletterze. Śledzenie konwersji może być również wykorzystywane do analizy, czy po kliknięciu linku w newsletterze miało miejsce wcześniej zdefiniowane działanie (np. zakup produktu na naszej stronie internetowej). Więcej informacji na temat analizy danych przez biuletyny CleverReach można znaleźć na stronie: https://www.cleverreach.com/de/funktionen/reporting-und-tracking/.
Przetwarzanie danych odbywa się na podstawie zgody użytkownika (art. 6 ust. 1 lit. a RODO). Zgodę tę można w każdej chwili wycofać, rezygnując z subskrypcji newslettera. Rezygnacja nie ma wpływu na zgodność z prawem operacji przetwarzania danych, które już miały miejsce.
Jeśli użytkownik nie chce, aby CleverReach analizował jego dane, musi zrezygnować z subskrypcji newslettera. W tym celu udostępniamy odpowiedni link w każdej wiadomości newslettera. Użytkownik może również zrezygnować z subskrypcji newslettera bezpośrednio na stronie internetowej.
Dane przekazane nam w celu subskrypcji biuletynu będą przechowywane przez nas do momentu rezygnacji z subskrypcji biuletynu i zostaną usunięte zarówno z naszych serwerów, jak i serwerów CleverReach po rezygnacji z subskrypcji biuletynu. Dane przechowywane przez nas w innych celach (np. adresy e-mail dla obszaru członkowskiego) pozostają nienaruszone.
Nasza witryna korzysta z wtyczek witryny YouTube obsługiwanej przez Google. Operatorem stron jest YouTube, LLC, 901 Cherry Ave, San Bruno, CA 94066, USA.
Gdy użytkownik odwiedza jedną z naszych stron wyposażonych we wtyczkę YouTube, nawiązywane jest połączenie z serwerami YouTube. Serwer YouTube jest informowany, którą z naszych stron odwiedził użytkownik.
Jeśli użytkownik jest zalogowany na swoim koncie YouTube, umożliwia YouTube przypisanie jego zachowania podczas surfowania bezpośrednio do jego osobistego profilu. Można temu zapobiec, wylogowując się z konta YouTube.
Korzystanie z YouTube ma na celu atrakcyjną prezentację naszych ofert online. Stanowi to uzasadniony interes w rozumieniu art. 6 ust. 1 lit. f RODO.
Ta strona internetowa korzysta z tak zwanych czcionek internetowych dostarczanych przez Google w celu znormalizowanego wyświetlania czcionek. Po wejściu na stronę przeglądarka ładuje wymagane czcionki internetowe do pamięci podręcznej przeglądarki w celu prawidłowego wyświetlania tekstów i czcionek.
W tym celu używana przeglądarka musi połączyć się z serwerami Google. Informuje to Google, że nasza strona internetowa została wywołana za pośrednictwem adresu IP użytkownika. Korzystanie z Google Web Fonts leży w interesie jednolitej i atrakcyjnej prezentacji naszych ofert online. Stanowi to uzasadniony interes w rozumieniu art. 6 ust. 1 lit. f RODO.
Jeśli przeglądarka użytkownika nie obsługuje czcionek internetowych, komputer użytkownika użyje standardowej czcionki.
Ta strona korzysta z usługi map Google Maps za pośrednictwem interfejsu API. Dostawcą jest Google Inc, 1600 Amphitheatre Parkway, Mountain View, CA 94043, USA.
Aby korzystać z funkcji Google Maps, konieczne jest zapisanie adresu IP użytkownika. Informacje te są zazwyczaj przesyłane na serwer Google w USA i tam przechowywane. Dostawca tej witryny nie ma wpływu na ten transfer danych.
Korzystanie z Google Maps ma na celu atrakcyjną prezentację naszych ofert online i ułatwienie znalezienia miejsc, które wskazaliśmy na stronie internetowej. Stanowi to uzasadniony interes w rozumieniu art. 6 ust. 1 lit. f RODO.
Numer identyfikacyjny podatku od sprzedaży zgodnie z §27 ustawy o podatku od sprzedaży:
DE 218859888
Wyłączenie odpowiedzialności:
Odpowiedzialność za treść
Treść naszej strony internetowej została opracowana z najwyższą starannością. Nie możemy jednak przyjąć żadnej odpowiedzialności za dokładność, kompletność i aktualność treści. Jako dostawca usług jesteśmy odpowiedzialni za własne treści na tych stronach zgodnie z § 7 (1) TMG (niemiecka ustawa o telemediach) i ogólnymi przepisami prawa. Zgodnie z §§ 8 do 10 TMG, jako usługodawca nie jesteśmy jednak zobowiązani do monitorowania przesyłanych lub przechowywanych informacji osób trzecich ani do badania okoliczności wskazujących na nielegalną działalność.
Nie ma to wpływu na obowiązek usunięcia lub zablokowania korzystania z informacji zgodnie z ogólnymi przepisami prawa. Odpowiedzialność w tym zakresie jest jednak możliwa dopiero od momentu powzięcia informacji o konkretnym naruszeniu. Gdy tylko dowiemy się o takich naruszeniach, natychmiast usuniemy te treści.
Odpowiedzialność za linki
Nasza strona internetowa zawiera linki do zewnętrznych stron internetowych osób trzecich, na których treść nie mamy wpływu. W związku z tym nie możemy przyjąć żadnej odpowiedzialności za te treści osób trzecich. Odpowiedni dostawca lub operator stron jest zawsze odpowiedzialny za treść stron, do których prowadzą linki. Połączone strony zostały sprawdzone pod kątem możliwych naruszeń prawa w momencie łączenia. Nielegalne treści nie zostały rozpoznane w momencie linkowania. Stałe monitorowanie treści stron, do których prowadzą linki, nie jest jednak uzasadnione bez konkretnych dowodów naruszenia prawa. Jeśli dowiemy się o jakichkolwiek naruszeniach prawa, natychmiast usuniemy takie linki.
Prawa autorskie
Treści i dzieła stworzone przez operatorów witryn na tych stronach podlegają niemieckiemu prawu autorskiemu. Powielanie, przetwarzanie, rozpowszechnianie i wszelkiego rodzaju wykorzystywanie poza granicami prawa autorskiego wymaga pisemnej zgody odpowiedniego autora lub twórcy. Pobieranie i kopiowanie tej strony jest dozwolone wyłącznie do prywatnego, niekomercyjnego użytku. O ile treści na tej stronie nie zostały stworzone przez operatora, prawa autorskie osób trzecich są przestrzegane.
W szczególności treści osób trzecich są oznaczone jako takie. Jeśli mimo to dowiesz się o naruszeniu praw autorskich, poinformuj nas o tym. Jeśli dowiemy się o jakichkolwiek naruszeniach, niezwłocznie usuniemy takie treści.
Ochrona danych
Zasadniczo możliwe jest korzystanie z naszej strony internetowej bez podawania danych osobowych. Jeśli dane osobowe (np. imię i nazwisko, adres lub adresy e-mail) są gromadzone na naszej stronie internetowej, zawsze odbywa się to na zasadzie dobrowolności, o ile to możliwe. Dane te nie będą przekazywane stronom trzecim bez wyraźnej zgody użytkownika.
Zwracamy uwagę, że transmisja danych przez Internet (np. podczas komunikacji za pośrednictwem poczty elektronicznej) może być podatna na luki w zabezpieczeniach. Pełna ochrona danych przed dostępem osób trzecich nie jest możliwa.
Niniejszym wyraźnie zabraniamy wykorzystywania danych kontaktowych opublikowanych w ramach obowiązku nadruku przez osoby trzecie do wysyłania niezamówionych materiałów reklamowych i informacyjnych. Operatorzy witryny wyraźnie zastrzegają sobie prawo do podjęcia kroków prawnych w przypadku niezamówionego wysyłania informacji reklamowych, takich jak spam.
Polityka prywatności dotycząca korzystania z Google Analytics
Niniejsza witryna internetowa korzysta z Google Analytics, usługi analizy oglądalności stron internetowych udostępnianej przez Google Inc („Google”). Google Analytics wykorzystuje „pliki cookie”, które są plikami tekstowymi umieszczanymi na komputerze użytkownika, aby pomóc witrynie analizować sposób korzystania z niej przez użytkowników. Informacje generowane przez pliki cookie na temat korzystania z tej witryny są zazwyczaj przesyłane na serwer Google w USA i tam przechowywane. Jednak w przypadku aktywacji anonimizacji IP na tej stronie, adres IP użytkownika zostanie najpierw skrócony przez Google w państwach członkowskich Unii Europejskiej lub w innych państwach-sygnatariuszach Porozumienia o Europejskim Obszarze Gospodarczym.
Tylko w wyjątkowych przypadkach pełny adres IP zostanie przesłany na serwer Google w USA i tam skrócony. W imieniu operatora tej witryny Google wykorzysta te informacje do analizy korzystania z witryny przez użytkownika, tworzenia raportów dotyczących aktywności na stronie oraz świadczenia innych usług związanych z aktywnością na stronie i korzystaniem z Internetu na rzecz operatora witryny. Adres IP przesłany przez przeglądarkę użytkownika w ramach Google Analytics nie zostanie połączony z innymi danymi Google.
Użytkownik może odmówić korzystania z plików cookie, wybierając odpowiednie ustawienia w przeglądarce, jednak należy pamiętać, że w takim przypadku korzystanie z pełnej funkcjonalności tej witryny może nie być możliwe. Użytkownik może również uniemożliwić Google gromadzenie danych generowanych przez pliki cookie i związanych z korzystaniem przez niego ze strony internetowej (w tym adresu IP) oraz przetwarzanie tych danych przez Google, pobierając i instalując wtyczkę do przeglądarki dostępną pod następującym linkiem: http://tools.google.com/dlpage/gaoptout?hl=de.